“客户至上,诚信经营”
用我们的真诚和汗水,以求发展,共创未来!
 订购热线电话: 订购热线电话: |
| 183-0327-6345 |
“客户至上,诚信经营”
用我们的真诚和汗水,以求发展,共创未来!
| 订购热线电话: |
| 183-0327-6345 |

河北大东管道防腐保温工程有限公司
联系人:王锦宇
手机:18303276345
地址:河北省沧州市孟村希望新区
网址:www.hbdadong.com
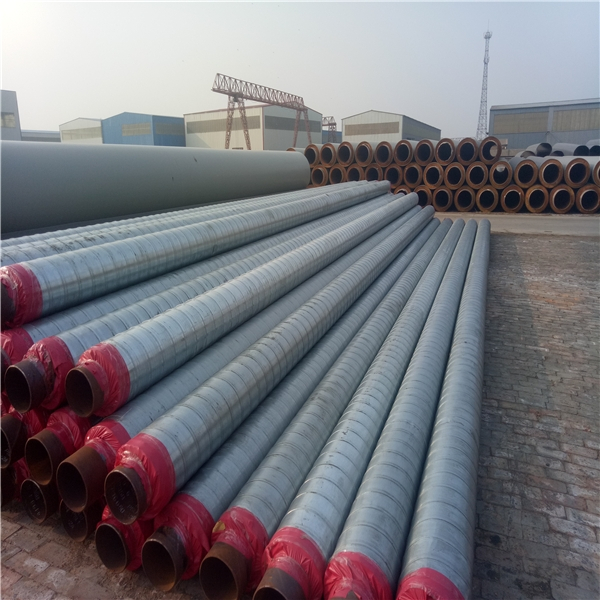
3PE防腐技术综合了环氧涂层与挤压聚乙烯两种防腐层的优良性能,将环氧涂层的界面特性和耐化学特性与挤压聚烯防腐层的机械保护特性等优点结合起来,从而显著改善了各自的性能。其特点:机械强度高、耐磨损、耐腐蚀、耐热、耐冷、可应用于150度介质中,在寒冷地带均适应。因此,3PE防腐层是理想的埋地管线外防护层。据权威部门检测,用3PE防腐技术的埋地管道寿命可长达50年。静电喷涂3PE防腐钢管密封性检测技术,3PE防腐钢管聚乙烯三层结构防护层又称三层PE(3PE),是近几年从国外引进的先进的防腐技术。它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:底层为熔结环氧(≥80μm);中间层为胶粘剂(170—250μm);面层为挤塑聚乙烯(约2mm)。防护层总厚度约1.8-3.7mm。在三层结构中,熔结环氧粉末涂层的主要作用是:形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴极剥离性能;与中间层胶粘剂的活性基团反应形成化学粘结,保证整体防腐层在较高温度下具有良好的粘结性。中间层通常为共聚物粘结剂,其主要成分是聚烯烃,目前广泛采用的是乙烯基共聚物胶粘剂。共聚物胶粘剂的极性部分官能团与熔结环氧粉末涂层的环氧基团可以反应生成氢键或化学键,使中间层与底层形成良好的粘结;而非极性的乙烯部分与面层聚乙烯具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能。
燃气输送3PE防腐钢管外防腐层检测技术及方法,3PE防腐钢管,原材料采用世界顶级耐磨橡胶板,利用先进的管道冷粘工艺,将其冷粘技术及产品应用于橡胶与钢管之间的粘接,以普通钢管作为钢架材料,以耐磨性能优异的橡胶作为衬里层,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备,具有高耐磨、耐水锤冲击、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,减小输送介质对管壁的冲击磨损,可以用于矿山的原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,水泥系统等行业的带有固体颗粒的液体输送管路。3pe防腐层可以使燃气管道常年埋入地下正常运作而不腐蚀损坏,保证燃气管道的安全运行。虽然3pe防腐钢管作为防腐管道中价格最高的防腐管道之一 3pe防腐螺旋钢管,但是从它的后期维护费用和使用周期的优势是其它埋地防腐管道是无法比拟的,后期的价值绝对值得前期的投资,青岛石油管道爆炸事件给人们带来了一定的惊吓与市民的恐慌。在人口较为稠密的城市当中3pe防腐钢管的强度和和绝缘性,安全性更为突出,保证天然气管道安全运行必须使用3pe防腐钢管
关于3pe防腐钢管壁厚不均的改善措施该文章,我公司3pe防腐钢管厂家结合自己的多年的生产经验及查阅大量资料文献发表自己对3pe防腐钢管壁厚不均的改善措施话题不同的见解。
1、螺旋状壁厚不均
成因是:
1)穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿3pe防腐钢管的全长呈螺旋状分布。
2)在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿3pe防腐钢管全长呈螺旋状分布。
措施:
1)调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。
2)针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成壁厚不均。定心辊开口度需要根据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。
2、直线状壁厚不均
成因:
1)芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。
2)连轧轧辊间隙过小或过大。
3)轧管机中心线偏差。
4)单、双机架压下量不均,会造成3pe防腐钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。
5)安全臼断裂,内外辊缝差大,会造成3pe防腐钢管直线型非对称偏差。
6)连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。
措施:
1)调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。
2)更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。
3)用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。
4)及时更换安全臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。
5)连轧时,要避免拉钢、堆钢。
3、头、尾部壁厚不均
成因:
1)管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。
2)穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。
3)穿孔机抛钢不稳定易造成毛管尾部壁厚不均。